
销售电话:139 2951 8356
技术支持:186 1732 3210

电 话:020-31192252
手 机:139-295-18356
技术支持:18102593210
邮 箱:1747826022@qq.com
网址:www.gznhsk.com
地 址:广州市南沙区东涌镇石基村市南公路23号B栋

1、气体流量:增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。2、便宜的焊接小车厂家切割速度:切割速度以上各种因素直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、高能量决定着切割速度,所以以上的各种因素均与切割速度有关。3、空载电压和弧柱电压,数控等离子切割机的电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。4、 割嘴高度:割嘴高度是指割嘴端面至被割工件表面的距离。5、焊接小车切割电流:增加切割电流同样能提高等离子弧的功率,但它受到.大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。6、电极内缩量:所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。

1.数控等离子切割机的聚焦点部位取舍;分辨好焦点跟材料名义的相匹配部位就变的十分关键了,其立即关系到切割的质量的优劣。2.焊接小车厂家镜片是重要性的诱因所属,如果要查验镜片是不是损坏或是有污渍,由于那样的状况会造成 激光器造成透射,造成 粒子束变宽,替换或是清理镜片是的方式。3.激光管也是不容忽视的要素,查验激光管出光口光点的质量,倘若展现闪光点或是光斑不圆,中空等景色,为激光管支点,方位是不是合适!解决方案需要调济支撑点,旋转方位,替换激光管。4.焊接小车切割速度对生产加工不良影响的危害;金属材料数控机床切割机械加工速度过快,随便导致产品工件切割不透光等状况,或是速度太慢导致切割碎渣的残留及其烧边的景色难题。要根据产品工件的具体薄厚筹算来调济主要参数来刀具半径补偿,来达到的切割速度。

特征一:具备很好的工作精度,众所周知,数控等离子切割机需要对金属材料来进行切割,而且也都是在高精度的工件之下使用它来进行切割,所以就需要让它有很好的工作精度,否则,会比较难适应工作的要求。特征二:焊接小车可操作性便捷,反之来向,如果一台设备在操作之时没有这方面的特点,即使是产品能使用,但是*终也会带来很大的麻烦。不同的切割机会有不同的操作表现,而且有些是全自动式的,还有一些是半自动式的,但是不管是什么类型的设备,宜春焊接小车都需要有很好的操作方便性。特征三:具备好的适应性,对于用户来说,自然是想让一台设备能适应在所有的工作。但是在生产中如果是没有相应的技术实力,也就没办法让等离子切割机有这方面的特点,所以它这方面的特点也十分的重要。

数控火焰切割机点火时火花塞不打火。嘴头和割炬配合不严的处理点火后火焰虽正常,但打开切割氧调节阀时,火焰就立即熄灭。其原因是割嘴头和割炬配,合面不严。此时应将割嘴拧紧,无效时应拆下割嘴,便宜的焊接小车厂家用细砂纸轻轻。研磨割嘴头配合面,直到配合严密。2、保持割嘴通道清洁割嘴通道应经常保持清洁光滑,孔道内的污物应随时用通针清除干净。3、火焰熄灭的处理点火后,当拧预热氧调节阀调整火焰时,若火焰立即熄灭,其原因是各气体通道内存有脏物或射吸管喇叭口接触不严,焊接小车以及割嘴外套与内嘴配合不当。此时,应将射吸管螺母拧紧;无效时,应拆下射吸管,清除各气体通道内的脏物及调整割嘴外套与内套间隙,并拧紧。
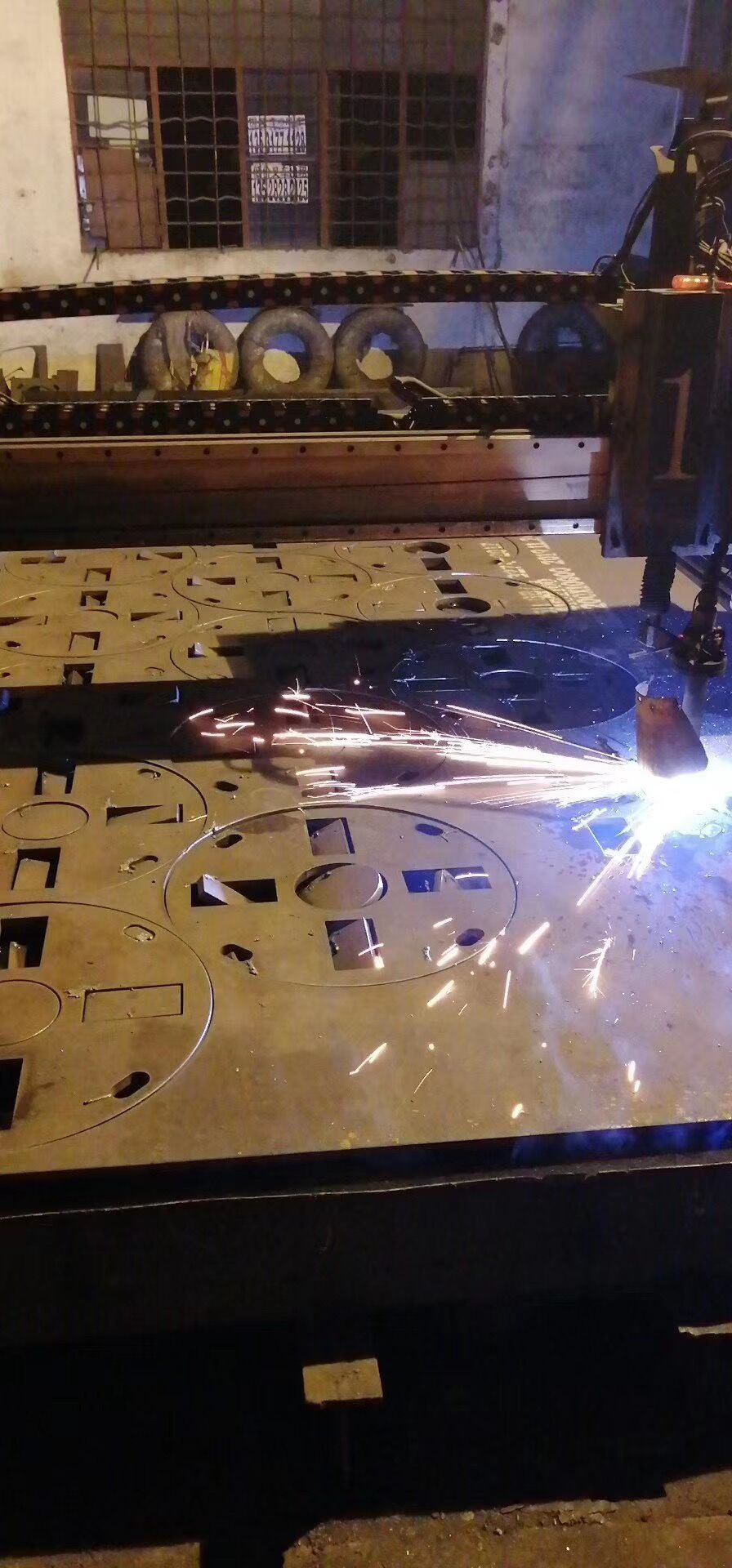
等离子弧切割机是借助等离子切割技术对金属材料进行加工的机械。数控等离子切割机结构性能有:1.机架采用全焊接结构,坚固合理,操作简单,焊接小车持久耐用。2.切割速度快,精度高。切割口小,整齐,无掉渣现象。在传统的数控系统的基础上,改进了切割用的控制方式,避免了二次修整加工。3.适用于低炭钢板、铜板、铁板、铝板、镀锌板、钛金板等金属板材。4.数控系统配置高。自动引弧,性能稳定,引弧成功率达到99﹪以上。5.焊接小车厂家支持文泰、北航海尔、ARTCAM、Type3等软件生成的标准G代码路径文件。控制系统采用U盘交换加工文件,操作方便快捷。

数控火焰切割机是数控切割设备中的主要切割设备之一。在切割过程中往往会存在切割效果不好、切割缝较大等问题。焊接小车厂家引起这些问题的因素很多。切割氧流量、纯度、氧流形状、压力、预热火焰的功率、被切割金属的成分、性能、焊接小车表面状态及初始温度等等多种方面都会对最终切割效果产生影响;其中影响最大也最值得注意的两点因素即:火焰切割热膨胀量的影响、火焰切割路径选择的影响。然而在实际切割过程中很多因素都可以人为的将影响效果控制到最低。


