
销售电话:139 2951 8356
技术支持:186 1732 3210

电 话:020-31192252
手 机:139-295-18356
技术支持:18102593210
邮 箱:1747826022@qq.com
网址:www.gznhsk.com
地 址:广州市南沙区东涌镇石基村市南公路23号B栋

在使用数控切割机时,我们可以从切割的一些方面来判断切割效果的好坏,对等离子弧切割质量的评价主要包括以下几个方面:一、表面粗糙度:哪里有数控切割机批发用来描述切口表面的外观,确定切割后是否需要再加工。二、切口的宽度:它是评价切割机切割质量的最重要特征值之一,也反映切割机所能切割最小圆的半径尺寸。三、切口棱边的方形度:数控切割机也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。
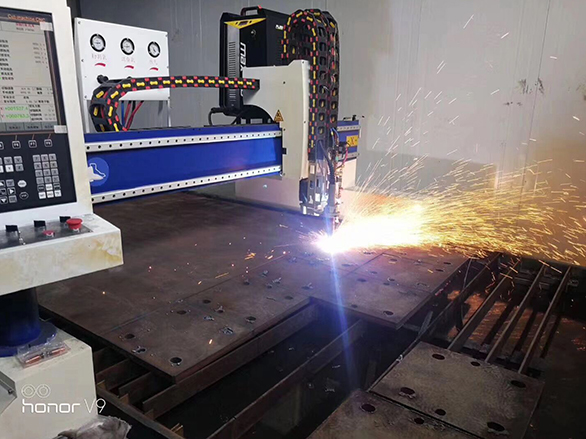
1、气体流量:增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。2、哪里有数控切割机批发切割速度:切割速度以上各种因素直接影响等离子弧的压缩效应,也就是影响等离子弧的温度和能量密度,而等离子弧的高温、高能量决定着切割速度,所以以上的各种因素均与切割速度有关。3、空载电压和弧柱电压,数控等离子切割机的电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。4、 割嘴高度:割嘴高度是指割嘴端面至被割工件表面的距离。5、数控切割机切割电流:增加切割电流同样能提高等离子弧的功率,但它受到.大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。6、电极内缩量:所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。

1.切割后处理:数控精细等离子切割机:切割面的一侧会产生一定的斜口,约2-3°,相比激光垂直度会较差,表面光洁无挂渣。激光切割机:切割质量好,韶关数控切割机切割面可以直接用于焊接,不需要打磨,变形小,表面粗糙度值低,斜口小,精度高。2.价格成本:数控精细等离子切割机:初期设备投入低,维修成本低,但后期的割嘴成为主要耗材。激光切割机:成本相对较高,小功率(1000w以下)接近于大功率精细等离子,中大功率(1000w以上)一次性投入偏高。数控切割机维修成本低,但后期的光学镜片成为主要耗材。 激光在切割薄板当中性价比较高,但在切割中厚板时效率低,除非质量要求较高,否则中厚板不适宜用激光切割。
数控精细等离子切割机与传统的等离子切割工艺相比,精细等离子割枪提供了电流密度更高的压缩电弧,而且对喷嘴的冷却和保护更好。同时,双气体介质和更加精确的流量控制,使切割电压、电流更稳定,哪里有数控切割机批发配合电源控制、数控系统控制,能实现比传统等离子切割更高的效率、更好的质量。正因为这些原因,达到了激光切割所能达到的效果,韶关数控切割机也被称之为类激光切割。

数控等离子切割的质量很大程度上取决于电源的选择,不少企业在选购电源时往往存在价格越贵质量越好的误区,数控切割机选购等离子电源,以匹配为要点,选用机用等离子电源需要留意的事项:1、按待切割板材厚度选择等离子电源电流大小。2、按对切切断面质量要求,选择等离子电源的类型和生产厂家。3、哪里有数控切割机批发等离子电源有逆变式和可控硅式,前者重量轻。4、等离子电源,可用于手动切割,也可用于与数控切割机配套。5、等离子电缆长度,要考虑切割过程中全幅面范围内割炬与等离子电源的间隔。但电缆长,会减低其起弧穿孔和切割能力。6、数控切割机暂载率的考虑,一般的国产电源在80%左釉冬进口好一点的能达到90%甚至接近100%。

数控精细等离子切割机也称为类激光等离子切割机,是主要面向厚板高速精密切割加工的一类等离子切在有效缓解数控等离子切割机厚板加工出现的垂直度不足问题前提下,精细等离子切割能有效降低切割挂渣并保割断面的光洁度,数控切割机是近年来颇受下游用户企业关注的一类数控等离子切割机设备。数控精细等离子切割机所用割嘴端面完全防护,使割嘴与工件完全绝缘。离子气和保护气以接力的方式离子气只作用到喷嘴就由别的通道排出,而后保护气进行接力,哪里有数控切割机批发杜绝了双弧现象,使等离子弧的压缩效果大大提等离子弧密度提高数倍。


