
销售电话:139 2951 8356
技术支持:186 1732 3210

电 话:020-31192252
手 机:139-295-18356
技术支持:18102593210
邮 箱:1747826022@qq.com
网址:www.gznhsk.com
地 址:广州市南沙区东涌镇石基村市南公路23号B栋
随着数控精细等离子切割机的运用日趋广泛,传统的等离子切割机因其切割长度受限制,使精细等离子切割技术受到很大限制,该机型操作方便。运行平稳。便宜的激光切割机厂家切割长度可根据用户要求任意加长,PG系列数控等离子切割机将能进一步满足工程机械、桥梁结构、造船等行业的工艺要求。精细等离子切割机结构特点:精细等离子切割机采用了悬臂式载电源式结构,克服了精细等离子切割受电源线长度限制的缺陷,使得切割长度不受切割电源的限制。采用底抽式切割台,使得切割环境更安全。等离子割距采用初始定位装置和弧压调高系统,在切个过程中,激光切割机厂家具有360防碰撞装置。纵、横向导轨采用直线导轨传动,使得机器运行更平稳。

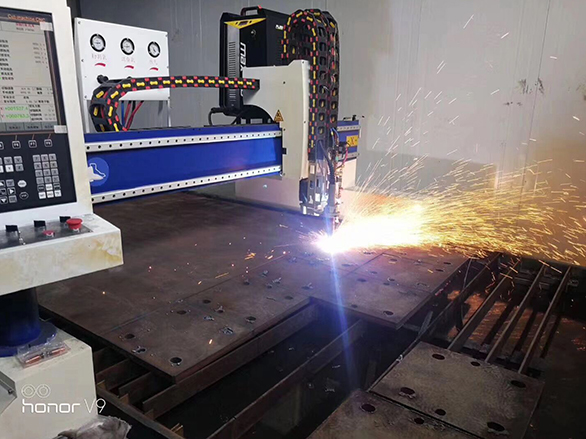
1、数控等离子切割机,主要就看自己的材料,金属厚度决定机器码率选择,每台机器都有可比较的切割厚度范围管控,所挑选机器的切割厚度小于作业材料,自然就达不到切割贯通效果,切割质量也达不到保证,且工作效率低下,激光切割机耗费时间不说,对机器本身的寿命也是较大的损耗。2、机器运转跟人力作业有相同的道理,不能不间断持续作业,该歇歇自然是要有的。对于等离子切割机来说,记得确保反映机器的工作负载的持续时间,负载持续时间是等离子切割机工作到过热需要冷却的连续工作时间,这点就需要经验人士再结合设备说明书进行经验性操作了。3、等离子特有的干扰性问题,大多数等离子切割机都有导弧,使用高频来引导电流流通空气,便宜的激光切割机厂家高频又会对周围的电子设备产生干扰,所以消除这些潜在高频问题的启动方式值得注意。

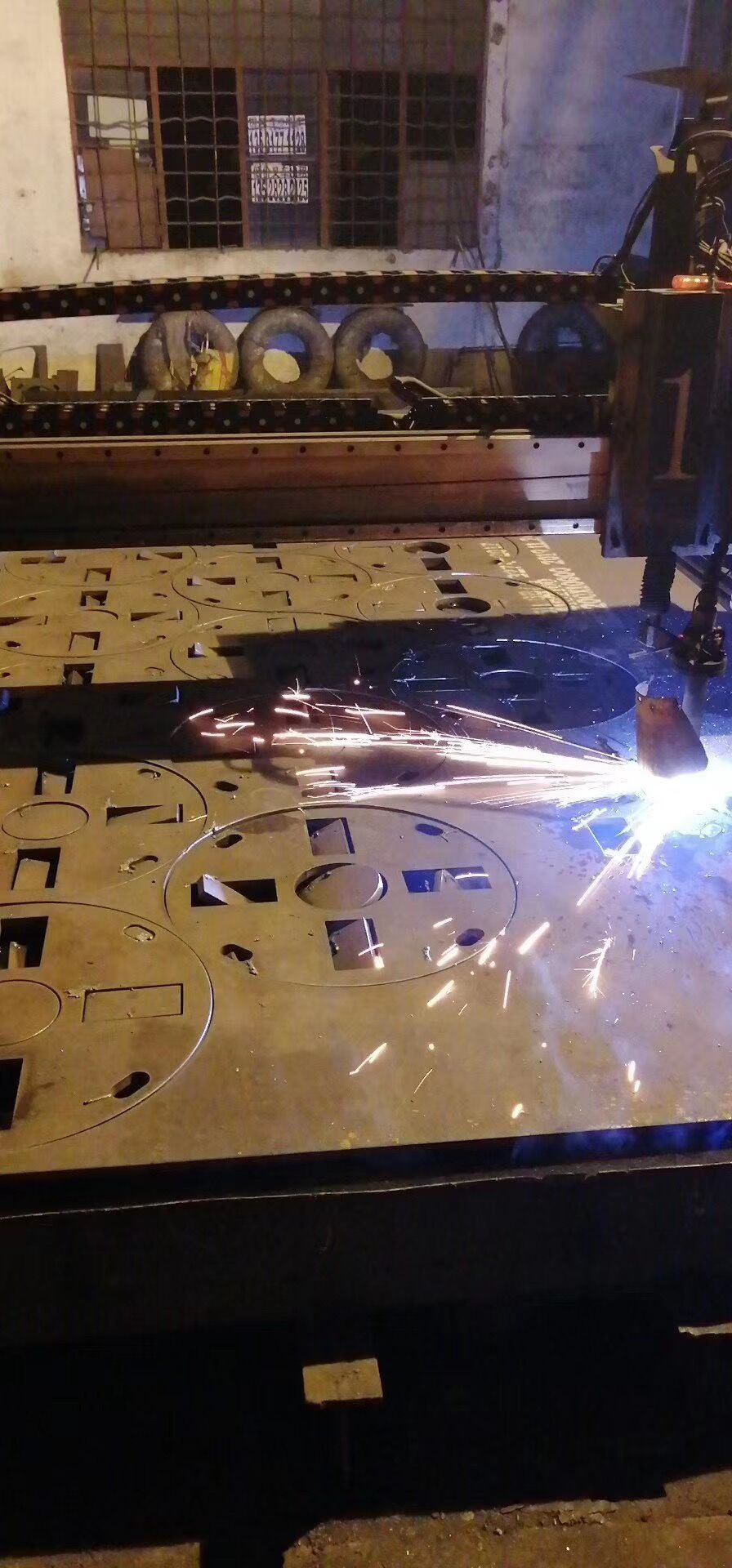
数控等离子切割机是借助等离子切割技术对金属材料进行加工的机械。等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。桂林激光切割机配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、碳钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,激光切割机速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。
数控火焰切割机是数控切割设备中的主要切割设备之一。在切割过程中往往会存在切割效果不好、切割缝较大等问题。激光切割机厂家引起这些问题的因素很多。切割氧流量、纯度、氧流形状、压力、预热火焰的功率、被切割金属的成分、性能、激光切割机表面状态及初始温度等等多种方面都会对最终切割效果产生影响;其中影响最大也最值得注意的两点因素即:火焰切割热膨胀量的影响、火焰切割路径选择的影响。然而在实际切割过程中很多因素都可以人为的将影响效果控制到最低。

数控火焰切割机近年来越来越受金属加工行业青睐,因为传统的切割机已经无法更好地满足日益发展的切割加工需要。 火焰切割机操作规程是比较传统的,广泛应用与各个行业加工领域中,得到了比较成熟的发展,火焰切割是利用可燃气体配合氧气进行金属材料切割的一种切割工艺,现在存在的火焰切割可以分为手持式切割、半自动切割、仿形切割和数控切割。 激光切割机等离子切割机一般不锈钢和有色金属板材采用数控等离子切割机进行切割。目前,市场上常见的数控火焰切割机可分为便携式数控火焰切割机、悬臂式数控火焰切割机、台式数控火焰切割机、龙门型数控切割机和相贯线数控火焰切割机,激光切割机厂家在往上就是火焰切割机器人。不锈钢和有色金属板材不能采用火焰切割,是因为不锈钢受热后会在其表面形成一层氧化层从而阻碍数控火焰切割机的切割进程。
数控火焰切割机在切割薄板时,可能会造成切割板材的变形,从而影响切割的质量;有些变形是没有办法避免的,但是有些变形也是可以通过丰富的经验积累,合理的操作控制的。数控火焰切割机切割质量控制:火焰在数控切割机过程,桂林激光切割机尺寸是很难保证的,主要因素有,激光切割机割嘴大小,割嘴风线,切割气压,热变形,板材缺陷。以上内容都会影响切割尺寸及表面质量。但只要有切割经验的操作工是能控制的。割缝补偿太小切割尺寸会变小,而割缝是由割嘴大小决定,割嘴随切割板材厚度变化的,所以在切割时常变化板材一定小心。割嘴风线及压力,割嘴风线没有板材厚度长也是没办好把板材切割掉的,所以观察风线好以外要看风线长出板材30-80mm并且气压根据板厚加大。在切割过程随着温度不断升高,板材变形或者拱敲是很正常,但会引起尺寸变化甚至外形,实际使用时可采取一定工艺。


